
冷却塔叶轮旋转方向如何分别
如何拆卸离心风机叶片?制作一个千斤顶底座支架以连接螺杆的末端;3.准备液压千斤顶,千斤顶的直径小于轴的直径;4.按下千斤顶将轮毂叶片推出轴外。5.同时,缓慢均匀地加热风扇毂;6.如果轮毂不动一次,则轴的温度可能会升高。当轮毂的温度下降到室温时,它将再次被加热,并且当存在温差时会出现膨胀间隙。7.重复上述操作,注意用丝瓜将叶片悬挂在风扇壳中,以防止其掉落。

风叶需要使用更长的时间。正常的维护工作是不可少的。经常维护不会造成重大问题。基本使用环境应始终保持清洁,风扇叶片表面应保持清洁。不应有空气入口和出口。碎片定期清除风叶和风管中的灰尘和其他杂物。轴流风机节电原理任何使用交流感应电动机作为动力传递方式的生产机器,大多数都无法在工作期间满负荷运行。电动机的功率根据重载期间的额定负载进行选择。电动机在全电压,全速下工作,并且负载很小,并且空载操作会花费很多时间。
常州科莱德风扇科技有限公司是一家专业从事设计、开发、制造和销售各种风叶的综合性服务公司,主要经营铝合金风叶和尼龙风叶,产品应用分类:风机风叶、雾炮机风叶,打药机风叶,发动机风叶,挖掘机风叶,装载机风叶,发电机风叶,冷却塔风叶,空压机风叶等各种风叶。产品广泛应用于电力、煤炭、石油、采矿、冶金、铁路、交通、化工、农业、水利、航空、航海及高科技等领域。
冷却塔叶轮旋转方向如何分别

叶片表面堆焊:表面堆焊是在叶片的易磨损部位上选择一定的堆焊电极(或焊丝),手工电弧(或自动焊接)堆焊,以提高叶片的表面质量,保护叶片并增加刀片的使用寿命。叶片堆焊焊条一般使用D217,D237,D317B,D707和D717等。D217和D237堆焊金属属于马体钢,具有一定程度的耐磨性,但堆焊裂纹倾向于较大。D317B堆焊材料是一种堆焊合金,由分布在金属基体上的大量碳化钨颗粒组成。由于WC的熔点和硬度很高,因此焊缝金属的硬度也很高,并且耐冲击,硬度HRC≥60。堆焊金属的开裂趋势较小。
常州科莱德风扇科技有限公司拥有完整、科学的质量管理体系。按照空气动力学理论技术对风叶的性能进行设计上的优化,通过多次测试,确保提供给每位新老客户的产品都能达到客户的质量要求,可按照各种设备的配套需求进行定制研发,公司郑重承诺:我们生产的产品将向着质高、价优、交货期短、服务及时周到的方向不懈努力。欢迎各界朋友莅临参观、指导和业务洽谈。
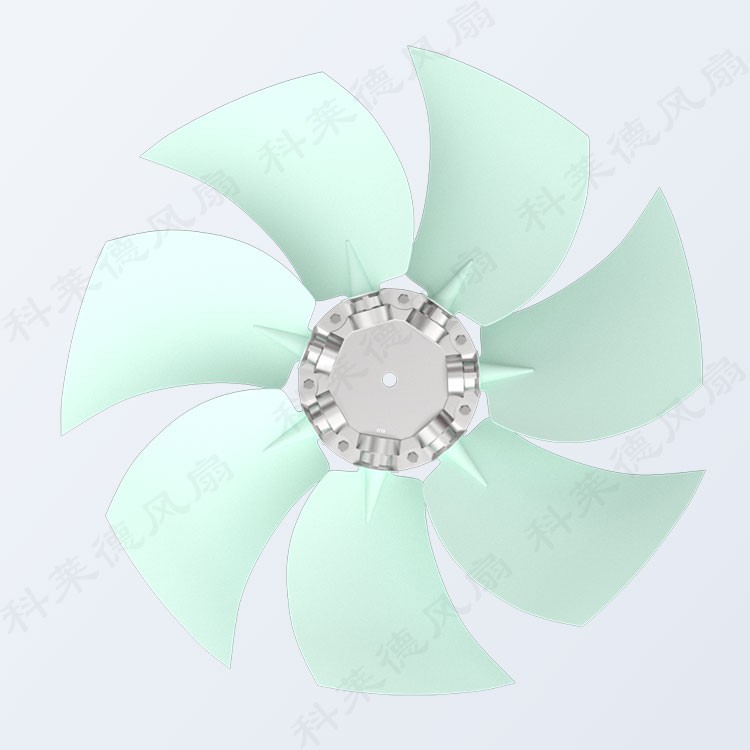
风扇叶片吹动风的原理是,当风扇叶片转动时,受应力表面(上部)上的空气以对角方式被挤压,以沿垂直于风扇叶片表面的方向移动。风扇叶片需要具有一定角度以推动空气(需要能够解决垂直于旋转表面的向上力)。风扇叶片经过精简处理,避免了不要的摩擦和动能损失,同时降低了噪音。当风扇叶片旋转时,上部空气被迫“流走”,并且将在原始位置产生负压。由于负压,下部空气“流入”该区域创建气流。
经营宗旨:“优质服务、追求”;
经营方针:“以市场为导向,以质量为中心,奉用户为上帝”;
经营理念:“过硬的产品质量,完善的售后服务”。
公司将不断以脚踏实地、开拓进取的姿态,与一直以来钟爱及关心本公司的广大顾客、各界同仁起携手奋进,共创辉煌。
叶片的形状更符合空气动力学原理,变截面流线型风扇叶片:普通的风扇叶片为恒定截面,基于风扇叶片提出函数,铺设机翼的基础空气动力学计算的评论:基本机翼截面设计,然后从设计要求出发,根据叶片根部和末端与旋转轴之间的夹角,根部和末端宽度等数据得到旋转并堆叠以创建三维风扇叶片表面。曲线拟合已完成,所有风扇叶片模具设计已完成,并且具有可变横截面的流线型风扇叶片更符合空气动力学。
冷却塔叶轮旋转方向如何分别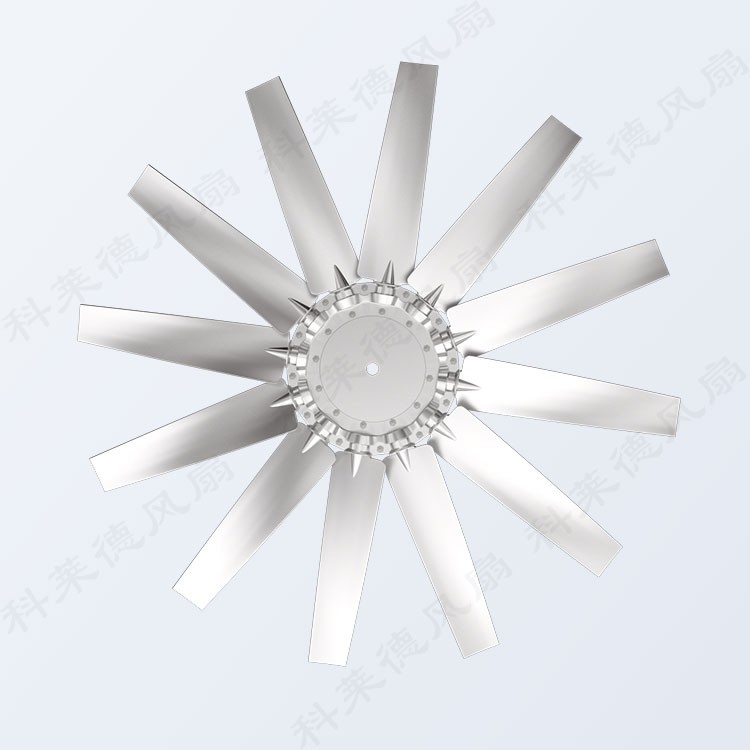


 点击咨询
点击咨询

 13328186156
13328186156 返回顶部
返回顶部